021-59585362
产品资料Products
GH2132
一、GH2132 概述
GH2132是Fe-25Ni-15Cr基高温合金,加入钼、钛、铝、钒及微量硼综合强化。在650℃以下具有高的屈服强度和持久、蠕变强度,并且具有较好的加工塑性和满意的焊接性能。适合制造在650℃以下长期工作的航空发动机高温承力部件,如涡轮盘、压力机盘、转子叶片和紧固件等。该合金可以生产各种形状的变形产品,如盘件、锻件、板、棒、丝和环形件等。
优质GH2132合金,是在GH2132合金基础上发展而来,只要是提高合金纯洁度,限制气体含量,控制低熔点元素含量,并调整热处理制度,从而使合金的热强性和长期使用性能提高。
1.1 GH2132 材料牌号 GH2132(GH132)
1.2 GH2132 相近牌号 A286,UNSS66286(美国),ZbNCT25(法 国),P.Q.A286(美国)
1.3 GH2132 材料的技术标准
GJB 2611-1996 《航空用高温合金冷拉棒材规范》
GJB 2612-1996 《焊接用高温合金冷拉丝材规范》
GJB 3020-1997 《航空用高温合金环坯规范》
GJB 3065-1998 《航空承力件用高温合金热轧和锻制棒材规范》
GJB 3167-1998 《冷镦用高温合金冷拉丝材规范》
GJB 3317-1998 《航空用高温合金热轧板规范》
GJB 3782-1999 《航空用高温合金锻制圆饼规范》
GB/T 14996-1994 《高温合金冷轧薄板》
Q/3B4071-1993 《YZGH2132合金热轧棒材》
Q/6S1032-1992 《高温紧固件用YZGH2132合金棒材》
1.4 GH2132 化学成分 GH2132合金化学成分见表1-1,优质GH2132合金化学成分见表1-2。
表1-1%
|
C |
Cr |
Ni |
Mo |
Ti |
Fe |
V |
B |
Mn |
Al |
Si |
P |
S |
|
不大于 |
||||||||||||
|
≤0.08 |
13.5~16.0 |
24.0~27.0 |
1.00~1.50 |
1.75~2.30 |
余 |
0.10~0.50 |
0.001~0.010 |
1.00~2.00 |
0.04 |
1.00 |
0.030 |
0.020 |
注:1 冷拉棒、圆饼和环坯标准规定ω(Ti)1.80%~2.35%。
2 热轧和冷轧板标准规定,ω(B)0.003%~0.010%,ω(Mn)≤2.00%,ω(P)≤0.020%,ω(S)≤0.015%。
3 冷拉焊丝标准规定,ω(Al)≤0.35%,ω(Ti)1.75%~2.35%,ω(Si)0.40%~1.00%,ω(P)≤0.020%,ω(S)≤0.015%。
4 冷镦用丝材标准规定,ω(Ti)1.75%~2.35%,ω(Si)0.40%~1.00%,ω(P)≤0.025%,ω(S)≤0.020%。
5 热轧和锻制棒材标准规定ω(Cu)≤0.25%。
表1-2%
|
C |
Cr |
Ni |
Mo |
Ti |
Fe |
V |
B |
Mn |
Al |
Si |
P |
S |
|||||||||||
|
不大于 |
|||||||||||||||||||||||
|
≤0.08 |
13.50~16.00 |
24.00~27.00 |
1.00~1.50 |
1.90~2.35 |
余 |
0.10~0.50 |
0.003~0.010 |
0.35 |
0.35 |
0.35 |
0.015 |
0.002 |
|||||||||||
|
Ca |
Mg |
Cu |
Sn |
Pb |
Se |
Ag |
Te |
Tl |
Bi |
N |
O |
||||||||||||
|
不大于 |
|||||||||||||||||||||||
|
0.005 |
0.005 |
0.30 |
0.0050 |
0.0005 |
0.0003 |
0.0005 |
0.00005 |
0.0001 |
0.00003 |
0.0100 |
0.0050 |
||||||||||||
注:微量元素Se、Te、Tl在确定分析方法前,报实测数据,不作为验收依据。
1.5 GH2132 热处理制度 材料标准规定的GH2132热处 理制度见表1-3;优质GH2132热处理制度为900℃?10℃,1~2h,油冷+750℃?10℃,16h,空冷。
表1-3
|
材料品种 |
热处理制度 |
|
棒材、圆饼 |
980~1000℃,1~2h,油冷+700~720℃,12~16h,空冷 |
|
热轧板、冷轧板 |
980~1000℃,空冷+700~720℃,12~16h,空冷 |
|
冷拉棒 |
980~1000℃,1~2h,油冷+700~720℃,16h,空冷 |
|
环件毛坯 |
980~990℃,1~2h,油冷+700~720℃,16h,空冷 |
|
冷镦用冷拉丝 |
980~1000℃,水冷或油冷+700~720℃,16h,空冷 |
注:冷拉棒和冷拉丝标准规定,性能检验不合格时,可以不大于760℃时效16h,合格后交货。
1.6 GH2132 品种规格和供应状态 可以供应各种规格的棒材、板材、丝材、盘件和环件。棒材、圆饼和环坯不经热处理交货;热轧板和冷轧板固溶和酸洗后交货;冷拉棒材于固溶+酸洗状态交货;冷镦丝可于固溶+酸洗盘状、或固溶+酸洗直条状、或固溶直条状磨光和冷拉等几种状态交货;冷拉焊丝于冷拉状态、或固溶+酸洗、或半硬状态交货。
1.7 GH2132熔炼和铸造工艺 GH2132合金可采用非真空感应+电渣,电弧炉+电渣和电弧炉+真空电弧以及真空感应+真空电弧等工艺熔炼。优质GH2132合金可采用真空感应+真空电弧工艺熔炼。
1.8 GH2132 应用概况与特殊要求 在航空上主要用于在650℃以下工作的发动机压气机盘、涡轮盘、承力环、机匣、轴类、紧固件和板材焊接承力件等。在国内该合金已在航空上获得较为广泛的应用。优质GH2132合金用作航空发动机压气机叶片及高温紧固件等。
二、GH2132 物理及化学性能
2.1 GH2132 热性能
2.1.1 GH2132 熔化温度范围 1364-1424℃[1]。
2.1.2 GH2132 热导率 见表2-1。
表2-1[1]
|
θ/℃ |
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
|
λ/(W/(m?C)) |
14.2 |
15.9 |
17.2 |
18.8 |
20.5 |
22.2 |
23.9 |
25.5 |
27.6 |
2.1.3 GH2132线膨胀系数 GH2132线膨胀系数见表2-2;优质GH2132线膨胀系数见表2-3
表2-2[1]
|
θ/℃ |
20~100 |
20~200 |
20~300 |
20~400 |
20~500 |
20~600 |
20~700 |
20~800 |
20~900 |
|
α/10-6C-1 |
15.37 |
16.09 |
16.31 |
16.84 |
17.58 |
18.06 |
18.74 |
19.62 |
20.45 |
表2-3[2]
|
θ/℃ |
20~100 |
20~200 |
20~300 |
20~400 |
20~500 |
20~600 |
20~700 |
20~800 |
20~850 |
|
α/10-6C-1 |
15.7 |
16.0 |
16.5 |
16.8 |
17.3 |
17.5 |
17.9 |
19.1 |
19.7 |
2.2 GH2132密度 GH2132:ρ=7.93g/cm3[1];优质GH2132:ρ=7.99g/cm3[2]。
2.3 GH2132电性能 电阻率见表2-4
2.4 GH2132磁性能
2.5 GH2132化学性能
2.5.1 GH2132抗氧化性能 合金在空气介质中试验100~300h后的氧化速率见表 2-5。
表2-4[1]
|
θ/℃ |
20 |
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
|
ρ/(10-6Ω?m ) |
0.914 |
0.985 |
1.018 |
1.074 |
1.119 |
1.135 |
1.165 |
1.192 |
1.213 |
1.225 |
表2-5[1]
|
θ/℃ |
氧化速率/(g/(m2?h)) |
||
|
100h |
200h |
300h |
|
|
650 |
0.00417 |
0.00276 |
0.00234 |
|
750 |
0.03250 |
0.07216 |
0.08322 |
|
850 |
0.00630 |
0.12386 |
0.09672 |
三、GH2132力学性能
技术标准规定的性能 GH2132合金见表3-1;优质GH2132合金见表3-2
表3-1
|
品种 |
室温性能 |
θ/℃ |
拉伸性能 |
持久性能 |
|||||||||
|
σb/MPa |
σP0.2/MPa |
δ5/% |
φ/% |
aKU/(kJ/m2) |
HBS |
σb/MPa |
δ5/% |
φ/% |
σ/MPa |
t/h |
δ5/% |
||
|
不小于 |
不小于 |
||||||||||||
|
轧棒 锻棒 |
930 |
- |
20 |
40 |
- |
255~321 |
550 |
785 |
16 |
28 |
588 |
100 |
- |
|
650 |
735 |
15 |
20 |
392 |
100 |
- |
|||||||
|
冷拉棒① |
900 |
590 |
15 |
20 |
- |
248~341 |
650 |
- |
- |
- |
451 (392) |
23 (100) |
5 (3) |
|
热轧板② |
885 |
- |
20 |
- |
- |
- |
650 |
735 |
15 |
- |
- |
- |
- |
|
550 |
785 |
16 |
- |
- |
- |
- |
|||||||
|
冷轧板② |
885 |
- |
20 |
- |
- |
- |
650 |
735 |
15 |
- |
392 |
100 |
实测 |
|
550 |
785 |
16 |
- |
588 |
100 |
实测 |
|||||||
|
圆饼 |
930 |
620 |
20 |
40 |
290 |
255~321 |
650 |
735 |
15 |
20 |
392 |
100 |
- |
|
环坯 |
930 |
620 |
20 |
30 |
290 |
255~321 |
650 |
735 |
15 |
- |
392 |
100 |
- |
|
冷镦 用丝① |
900(930)③ |
590 - |
15 (18) |
20 (40) |
- - |
248~341 (HV260~360) |
650 |
- |
- |
|
451 (392) |
23 (100) |
5 - |
① 冷拉棒和冷镦用丝材,固溶状态硬度不大于HBS202(HV194)。
② 板材的高温拉伸和持久试验只作一个温度,如合同中未注明时按650℃进行试验。
③ 如需方要求,可按括号内指标进行检验。
四、GH2132组织结构

4.1 相变温度
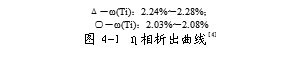
4.2 时间-温度-组织转变曲线 GH2132合金中η-Ni3Ti相的析出动力学曲线见图4-1。
4.3 合金组织结构 GH2132合金在标准热处理状态下,在γ基体上有球状均匀弥散分布的Ni3(Ti,Al)型γ′相以及TiN,TiC,晶界有微量M3B2,晶界附近可能有少量η相和L相。合金硅、硫含量较高时,会有G相、Y相在晶界析出。长期时效或使用后是否有σ相析出,与合金成分有关。近年来采用相分析
计算方法提出了如下简化公式:
ΔNv′=Ni-3Ti-3.5Al-1.7Si-0.9Cr-4.7[1]
注:元素符号表示该元素在合金中的重量百分比。当ΔNV′>0
时,无σ相析出。
γ′相的溶解温度为830~850℃,开始析出温度在650℃左右,700~730℃析出最多。标准热处理后γ′相数量约为合金重量的2%~3%,直径约10~20nm,其化学组成近似(Ni0.93Fe0.04Cr0.03)2.73(Ti0.83Al0.17)。550~650℃长期时效后,γ′相数量稍微增加,尺寸略微长大。当合金中ω(Al)>0.4%时,就有可能出现胞状γ′相。
TiC,TiN的数量约占合金重量的0.25%,基本上不参与合金热处理过程的组织转变。TiC在1180℃以上才开始溶解,TiN则更不易溶解。
η相形成的温度区间约在700~900℃之间,析出温度与合金Ti含量相关。
M3B2相在1040~1080℃固溶时已大量溶解,至1180~1210℃可完全溶解,M3B2在650℃时效已有析出。
L相在950~990℃之间股溶蚀溶解,析出峰在850℃左右。G相在982℃以上开始溶解,至1120℃可完全溶解,析出峰在850℃左右。σ相析出温度在650~900℃之间,析出峰在750~850℃左右。G、σ和η相的出现对合金性能起损害作用。
五、GH2132工艺性能与要求
5.1 成型性能
5.1.1 GH2132合金的工艺塑性图见图5-1,再结晶图见图5-2。
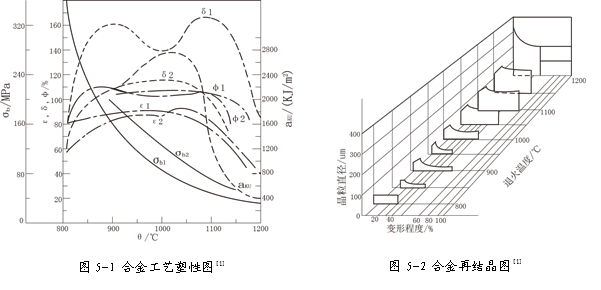
5.1.2 合金锻造开坯加热温度1080~1140℃,终锻温度高于900℃。水压机开坯时加热温度1110℃,停压温度高于950℃;模锻开压温度为1100℃,停压温度高于930℃。环件轧制加热温度1130~1150℃,终轧温度高于900℃。棒材及型材轧制温度1080~1140℃,终轧温度高于900℃。
5.2 焊接性能 合金具有满意的焊接性能,可用氩弧焊、点焊、缝焊紧进行焊接。合金于固溶状态进行焊接,焊后进行时效处理。
5.2.1 手工和自动钨极对接氩弧焊规范见表5-1。推荐采用HGH113焊丝和较小的焊接能量输入。
5.2.2 自动钨极脉冲氩弧焊对焊规范见表5-2。
5.2.3 缝焊规范见表5-3。

5.2.4 焊后进行时效处理的氩弧焊对接接头的强度系数大于90%。
表5-1[8]
|
焊接方法 |
厚度/mm |
焊丝 |
电流/A |
电压/V |
焊接速度/(m/min) |
送丝速度/(m/min) |
氩气流量/(L/min) |
背面气体流量/(L/min) |
钨极直接/mm |
焊嘴直径/mm |
|
|
牌号 |
直径/mm |
||||||||||
|
手工氩弧焊 |
1.5+1.5 |
HGH2132 |
1.6 |
70~90 |
8~10 |
- |
- |
6~8 |
- |
1.6 |
8 |
|
2.0+2.0 |
90~100 |
||||||||||
|
自动氩弧焊 |
1.5+1.5 |
HGH2132 HGH1140 HGH113 |
1.6 |
95~100 |
7~8 |
0.25~0.32 |
0.32 |
5~8 |
2~3 |
3.0 |
18 |
|
2.0+2.0 |
130 |
||||||||||
表5-2[8]
|
厚度/mm |
焊丝 |
电压/V |
脉冲电流/A |
维弧电流/A |
脉冲幅比 |
脉冲宽比 |
脉冲频率/Hz |
焊接速度/(m/min) |
送丝速度/(m/min) |
|
|
牌号 |
直径/mm |
|||||||||
|
0.8 |
不加丝 |
- |
8.5 |
50 |
13 |
4 |
3 |
5 |
0.3 |
- |
|
0.8 |
HSG-1 |
1.0 |
8.5~9.0 |
60 |
15 |
4 |
2 |
5 |
0.27 |
0.165 |
|
1.5 |
HSG-1 |
1.0 |
8.5~9.0 |
100 |
28 |
3.5 |
2 |
3 |
0.23 |
0.2 |
|
2.0 |
HSG-1 |
1.0 |
9~10 |
130 |
26 |
5 |
2 |
3 |
0.2 |
0.25 |
表5-3[8]
|
厚度/mm |
滚盘宽/mm |
电源/A |
焊接时间/s |
休止时间/s |
焊接速度/(m/min) |
电极压力/N |
|
|
上 |
下 |
||||||
|
1.5+1.5 |
5.5 |
6.0 |
8300~9500 |
0.16~0.18 |
0.16~0.18 |
0.36 |
7650~8335 |
|
2.0+2.0 |
10000~12000 |
0.18~0.22 |
0.24~0.28 |
0.36 |
8335~9805 |
||
5.3 零件热处理工艺 固溶温度980~1000℃,根据零件截面厚度温度保温不同时间后进行空冷、油冷或水冷后,再在700~720℃时效12~16h后空冷。优质GH2132合金制零件的热处理工艺为:固溶900℃?10℃,1~2h,油冷+时效750℃?10℃,16h,空冷。
5.4 表面处理工艺 在高温下工作的零件可采用W-2珐琅涂层涂层进行有效的保护。
上海励釜特种合金材料有限公司 沪ICP备17040710号-1
