021-59585362
产品资料Products
GH3128
一、GH3128 概述
GH3128是以钨、钼固溶强化并用硼、铈、锆强化晶界的镍基合金,具有高的塑性,较高的持久蠕变强度以及良好的抗氧化性和冲压、焊接等性能。其综合性能优于GH3044和GH3536等同类镍基固溶合金。适合于制造在950℃下长期工作的航空发动机的燃烧室火焰筒、加力燃烧室壳体、调节片及其他高温零、部件,主要产品为冷轧薄板,也可供应热轧板、棒材、锻件、丝材和管材。
1.1 GH3128 材料牌号 GH3128(GH128,红星11号)
1.2 GH3128 相近牌号
1.3 GH3128 材料的技术标准
GJB 1952-1994 《航空用高温合金冷轧薄板规范》
GJB 2612-1996 《焊接用高温合金冷拉丝材规范》
GJB 3317-1998 《航空用高温合金热轧板规范》
1.4 GH3128 化学成分 见表1-1。
表1-1 %
|
C |
Cr |
Ni |
W |
Mo |
Al |
Ti |
Fe |
B |
Zr |
Ce |
Mn |
Si |
P |
S |
|
不大于 |
||||||||||||||
|
≤0.05 |
19.0~22.0 |
余量 |
7.5~9.0 |
7.5~9.0 |
0.40~0.80 |
0.4~0.80 |
0.2 |
0.005 |
0.06 |
0.05 |
0.50 |
0.80 |
0.013 |
0.013 |
注:B、Ce、Zr按计算量加入。
1.5 GH3128 热处理制度 交货状态固溶温度为1140~1180℃,空冷。高温性能经1200℃补充固溶处理后进行检验。
1.6 GH3128 品种规格和供应状态 供应的冷轧薄板δ0.8~4.0mm、热轧板δ4~14mm、冷拉焊丝d0.3~10mm。冷轧板和热轧板于固溶和酸洗后供应;焊丝于冷拉、半硬或固溶和酸洗状态供应。
1.7 GH3128 熔炼和铸造工艺 非真空或真空感应炉加电渣重熔。
1.8 GH3128 应用概况与特殊要求 合金适用于制造在950℃以下工作的航空发动机燃烧室和加力燃烧室零部件,使用效果良好。
二、GH3128 物理及化学性能
2.1 GH3128 热性能
2.1.1 GH3128(GH128) 熔化温度范围 1340~1390℃[1]。
2.1.2 GH3128(GH128) 热导率 见表2-1。
表2-1[2]
|
θ/℃ |
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
950 |
|
λ/(W/(m?℃)) |
11.30 |
12.56 |
14.24 |
15.49 |
16.75 |
18.42 |
19.68 |
21.35 |
23.02 |
23.86 |
2.1.3 GH3128 线膨胀系数 见表2-2。
2.1.4 GH3128 热扩散率 见表2-3。
表2-2[2]
|
θ/℃ |
18~100 |
18~200 |
18~300 |
18~400 |
18~500 |
18~600 |
18~700 |
18~800 |
18~900 |
18~1000 |
|
α/10-6℃-1 |
11.25 |
11.86 |
12.68 |
12.80 |
13.37 |
13.68 |
14.46 |
15.19 |
15.66 |
16.29 |
2.2 GH3128密度 ρ=8.81g/cm3[2]。
2.3 GH3128电性能 电性阻率表2-4。
2.4 GH3128磁性能 合金无磁性[3]。
表2-3[2]
|
θ/℃ |
25 |
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
|
Q/(10-6m2/S)) |
2.30 |
2.49 |
2.78 |
3.08 |
3.39 |
3.69 |
3.88 |
4.16 |
3.92 |
4.16 |
表2-4[2]
|
θ/℃ |
17 |
850 |
900 |
950 |
1000 |
1050 |
1100 |
1150 |
|
p/(10-6Ω.M)) |
1.37 |
1.42 |
1.39 |
1.40 |
1.39 |
1.38 |
1.38 |
1.39 |
2.5 GH3128化学性能
2.5.1 GH3128抗氧化性能 合金在空气介质中试验100h后的氧化速率见表2-5。
表2-5[1]
|
θ/℃ |
900 |
1000 |
1100 |
|
氧化速率/(g/(m2?h)) |
0.055 |
0.236 |
0.269 |
2.5.2 耐腐蚀性能 海洋性燃气腐蚀性能见表2-6。
表2-6[3]
|
试验制度 |
试样尺寸/mm |
失重/(mg/cm2) |
宏观检查 |
|
900℃,27h |
1.5?15?30 |
2.2 |
表面完好 |
注:试验条件是空气与燃料之比为39:1,盐氛浓度为106?10-6,燃料为0号柴油。
三、GH3128力学性能
GH3128标准规定的性能见表3-1。
表3-1
|
品种 |
试样状态 |
θ/℃ |
拉伸性能 |
持久性能 |
||||
|
σb/MPa |
δ5/% |
σ/MPa |
δ/mm |
t/h |
δ5/% |
|||
|
不小于 |
||||||||
|
热轧板 |
交货状态 |
20 |
735 |
40 |
- |
- |
- |
- |
|
交货状态+1200℃,空冷 |
950 |
175 |
40 |
- |
- |
- |
- |
|
|
冷轧薄板 |
交货状态 |
20 |
735 |
40 |
- |
- |
- |
- |
|
交货状态+1200℃,空冷 |
950 |
175 |
40 |
规范Ⅰ 54 |
>1.2 ≤1.2 |
≥23 ≥20 |
实测 实测 |
|
|
规范Ⅱ 39 |
≥1.5 <1.5~1.0 ≤1.0 |
≥100 ≥80 ≥70 |
实测 实测 实测 |
|||||
注:持久性能的初次检验按规范Ⅰ进行。按规范Ⅰ进行检验不合格时,允许按规范Ⅱ重新检验。
四、GH3128(GH128) 组织结构
4.1 GH3128相变温度
4.2 GH3128时间-温度-组织转变曲线 μ相的析出曲线见图4-1。
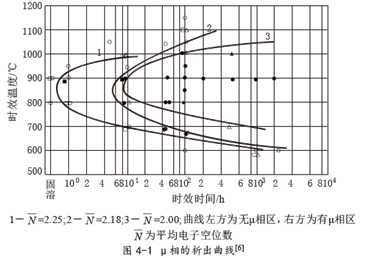
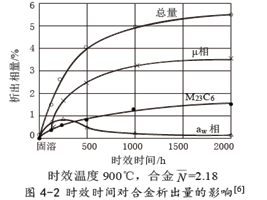
4.3 GH3128合金组织结构 合金在固溶状态为单相奥氏体组织,含有少量细小均匀分布的TiN和M6C。在长期时效过程中析出M6C、μ、αw和M23C6相。μ相的析出温度范围是700~1050℃,最大析出量为3.49%。M23C6相在700~800℃时效后析出,析出量仅为0.14%。aw相是在900℃长期时效后发现的,200h达到析出高峰,其量为0.86%。断续延长时效时间,板出量下降。时效时间对析出量的影响见图4-2。
五、 GH3128(GH128)工艺性能与要求
5.1 GH3128成形性能
5.1.1 GH3128板材反复弯曲和冲压性能见表5-1。
5.1.2 GH3128加工工艺参数 钢锭锻造时装炉温度不高于700℃,加热温度为1160℃?10℃,
终锻温度大于900℃;板坯轧制加热温度为1170℃?10℃,终轧温度大于900℃;薄板热轧加热温度为1140~1180℃,终轧温度大于800℃。冷轧总压下率为30%~50%。
表5-1[1]
|
熔炼工艺 |
试样厚度/mm |
试样状态 |
反复弯曲次数 |
杯突深度/mm |
极限深冲系数 |
|
感应加电渣 感应加真空电弧 |
1.5 1.5 |
1150℃,空冷 供应状态 |
24 30 |
11.5 12.9 |
2.0 --- |
5.2 GH3128焊接性能 板材焊接性能良好,可采用氩弧焊、缝焊和点焊等方法焊接,均能得到满意的焊接接头质量,接头强度系数大于90%,该合金可与GH3044、GH3039、GH1140、GH3030和1Cr18Ni9Ti等板材焊接。
5.2.1 GH3128焊接工艺参数
5.2.1.1 GH3128手工氩弧焊对接工艺参数见表5-2。
表5-2[2]
|
厚度/mm |
焊接电流/A |
弧压/V |
氩气流量/(L/min) |
钨极直径/mm |
填料 |
焊速/(m/min) |
|
1.5 |
95~115 |
10 |
11 |
2 |
母材切条 |
0.33~0.37 |
5.2.1.2 GH3128缝焊工艺参数见表5-3。
表5-3[2]
|
厚度/mm |
二次电压/V |
焊接时间/s |
休止时间/s |
焊接电流/A |
电极电压/N |
焊速/(m/min) |
|
1.5 |
4.25 |
0.28 |
0.24 |
9800 |
6375~7845 |
0.34 |
5.2.2 GH3128手工氩弧焊和缝焊接头的力学性能见表5-4。
表5-4[2]
|
焊接方法 |
熔炼工艺 |
焊接材料 |
θ/℃ |
拉伸性能 |
持久性能 |
||||
|
σb/MPa |
接头强度系数/% |
σ/MPa |
t/h |
||||||
|
焊前 |
焊后 |
焊前 |
焊后 |
||||||
|
手工氩弧焊 |
感应加电渣 |
GH3128 |
800 950 |
419 196 |
392 186 |
95 94 |
- 39 |
- 142 |
- 141 |
|
感应加真空电弧 |
GH3128 |
20 800 900 950 |
- - - - |
755 387 240 177 |
- - - - |
- - - 39 |
- - - - |
- - - 107~229 |
|
|
缝焊 |
感应加电渣 |
GH3128+GH3128 |
800 900 950 1000 |
412 255 196 142 |
402 250 206 142 |
98 98 100 100 |
- 59 39 29 |
- 148 193 149 |
- 140 142 108 |
|
GH3128+GH3044 |
800 900 950 |
- - - |
417 245 147 |
- - - |
- - - |
- - - |
- - - |
||
|
感应加真空电弧 |
GH3128+GH3128 |
20 800 900 950 |
- - - - |
730 363 265 181 |
- - - - |
- - - 39 |
- - - - |
- - - 146 |
|
注:板厚δ1.5mm。
5.3 GH3128零件热处理工艺 航空发动机加力燃烧室零部件的固溶处理温度为1200℃?10℃,空冷;燃烧室火焰筒零部件的固溶温度为1160℃?10℃,空冷;零件多次冲压成形时的中间处理温度为1100℃?20℃,保温时间根据零件厚度和装炉情况确定。
5.4 GH3128表面处理工艺 在高温下工作的零件可采用W-2珐琅涂层进行有效的保护。
上海励釜特种合金材料有限公司 沪ICP备17040710号-1
